


Other Relevant Products Available in India

Complete Guide to EVA Materials: Grades, Applications & Selection Tips
Expandable microspheres are small hollow beads that have a thin shell made of plastic and contain a liquid core. The liquid vaporises, the bead expands and the shell expands

How EVA Improves Adhesion in Packaging and Assembly?
Expandable microspheres are small hollow beads that have a thin shell made of plastic and contain a liquid core. The liquid vaporises, the bead expands and the shell expands
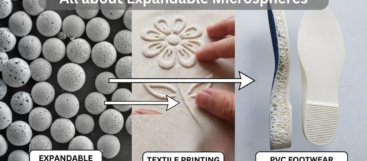
What Are Expandable Microspheres and How Are They Used in Textile Printing and PVC Footwear?
Expandable microspheres are small hollow beads that have a thin shell made of plastic and contain a liquid core. The liquid vaporises, the bead expands and the shell expands

How Small & Mid-Sized Manufacturers Can Compete Using Digital Procurement
Small and mid-sized manufacturers have never given up on competing. In the modern market, it is no longer sufficient to compete with the quality of the work and hard labour.
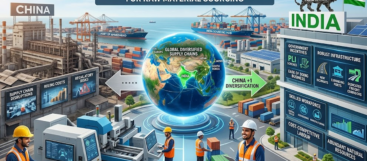
Why India Is Becoming a China+1 Option for Raw Material Sourcing
Businesses can no longer rely on a single nation. They currently diversify risk and seek partners who are stable. Meanwhile, the increased cost of labour in China.
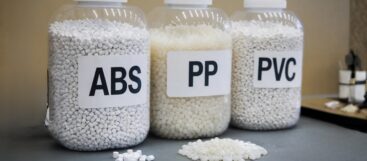
Choosing the Correct Polymer for Your Manufacturing Needs: ABS vs PP vs PVC
Confusion is common when manufacturers are considering ABS vs PP vs PVC. Different polymers are suitable for different applications, with specific pros and cons.

Top Procurement Mistakes Indian Manufacturers Make While Scaling
I have seen promising Indian manufacturers grow and then struggle during scaling. Often, success itself exposes operational cracks that were previously hidden.

Raw Materials Used in Toy Manufacturing: Safety, Compliance & Cost Factors
The materials used in toy manufacturing can impact the safety of children and the reputation of the company. There are multiple documented cases where improper material selection has led to recalls, litigation, and severe financial damage to toy manufacturers.

Choosing the Right Polymer Grades for Injection Molding
Purchasing the wrong polymer grade for injection molding can directly result in product failure, high rejection rates, or field performance issues. Different applications require vastly different material characteristics.

How Digital Procurement Platforms Reduce Raw Material Fraud
Raw material fraud is a frequent issue in conventional procurement. It usually happens due to the lack of supplier verification, the absence of records, and low levels of transparency. In manual systems, it is hard and time-consuming to keep track of materials.

How Crude Oil Prices Impact Plastic Raw Material Costs in India
Crude oil plays a powerful role in the worldwide plastic industry & India is no exception. Most of the plastic raw materials, like PE, PP, and PVC, are extracted from petrochemicals sourced from crude oil.

The Great Procurement Divide: Why Your Best Engineers Make Your Worst Buyers
Walk into any manufacturing facility across India—from PVC pipe makers in Gujarat to automotive component manufacturers in Chennai—and you’ll hear this logic echoed in boardrooms and production floors alike.
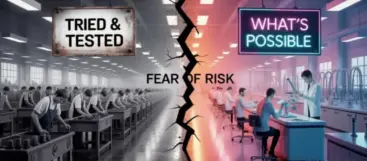
Copy-Paste vs. Innovation
Is playing it safe actually the riskiest strategy? The uncomfortable truth about innovation avoidance in Indian manufacturing

The Credit Cycle Shift: Why 30-Day Payments Are Winning Hearts (and Wallets)
If you’ve ever done business in India, you know this vibe. Long credit terms weren’t just about money—they were about trust, connection, and that warm cup of chai shared over a handshake deal. You’d walk into your supplier’s office, chat about life, and walk out with goods worth lakhs, no questions asked.

The Great Inventory Debate
When COVID hit, I think all of us felt something shift in how we think about supply chains. It wasn’t just disruption. It was exposure. What we thought was working… suddenly wasn’t. Containers stuck. Prices all over the place. Buyers unsure. And for many manufacturers—raw material just wasn’t there when it was needed.
The 0.1% That Destroys the 99.9%: Why Documentation in B2B Trade Isn’t Optional Anymore
this is how businesses have functioned. Fast, informal, and based on mutual trust. And in 99.9% of the cases, it works. Goods are delivered, payments are made, and relationships grow stronger.
Reviews
Clear filtersThere are no reviews yet.